



Metal conveyor belts are an integral part of various industries, allowing for efficient transportation of goods across different stages of the production process. With their durable and reliable nature, metal conveyor belts have become a popular choice in sectors such as food processing, mining, automotive, and packaging. This article will provide an overview of metal conveyor belts, highlighting their advantages, variations, and applications.
Advantages of Metal Conveyor Belts
One of the primary advantages of metal conveyor belts is their exceptional strength and longevity. Made from stainless steel, carbon steel, or other metal alloys, these belts can withstand heavy loads and high temperatures prevalent in industrial settings. They are also resistant to wear and tear, making them a cost-effective solution in the long run.
Metal conveyor belts are highly versatile and can be customized to meet specific application requirements. From mesh to solid designs, these belts can be tailored to transport different types of materials, including hot or cold products, liquids, and small or bulky items. Furthermore, metal conveyor belts are easy to clean and maintain, ensuring hygiene standards are met in industries such as food processing.
Variations of Metal Conveyor Belts
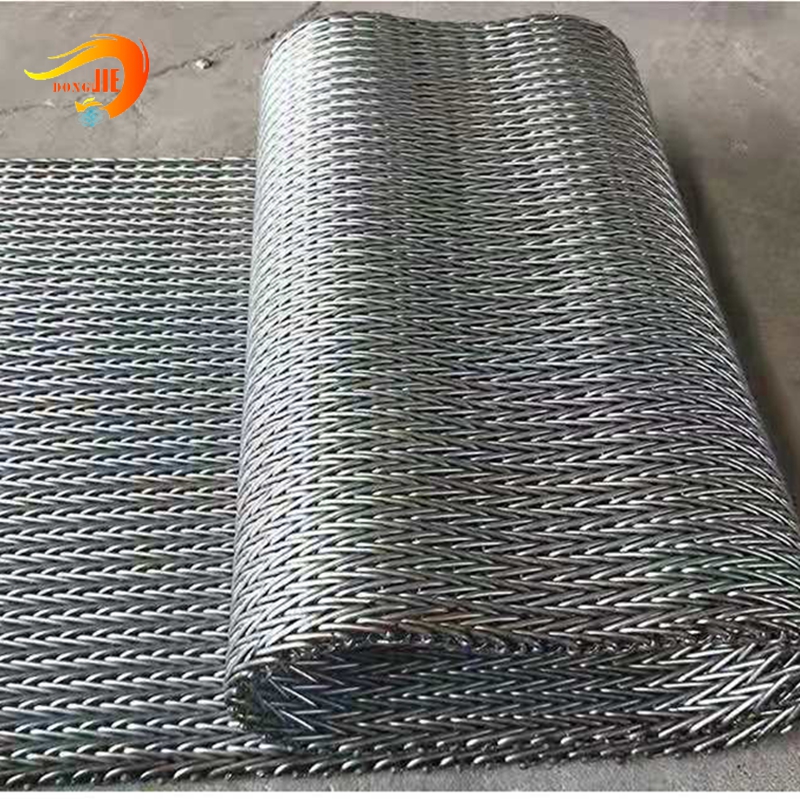
There are several variations of metal conveyor belts, each designed to cater to specific industry needs. One common type is the balanced weave belt, featuring alternating left and right-hand spirals that interconnect to provide excellent stability and durability. Its flat surface is ideal for carrying small items or for use in high-temperature environments.
Another variation is the chain-driven metal conveyor belt, which uses stainless steel chain links to drive the movement of the belt. This design is widely used in heavy-duty industries like mining and automotive manufacturing, where reliability and strength are paramount.
Applications of Metal Conveyor Belts
The versatility of metal conveyor belts allows them to be utilized across various industries. In the food processing sector, these belts are commonly used to transport baked goods, meat, seafood, and other consumables. Their durability and hygienic properties make them suitable for environments with strict sanitary regulations.
In the mining industry, metal conveyor belts are used to transport coal, metals, and other raw materials from one location to another. The durability and strength of these belts allow them to withstand the harsh conditions encountered in mining operations.
Metal conveyor belts are also found in the automotive and packaging industries, where they facilitate the movement of vehicles and packaging materials, respectively. Their customizability allows for the efficient transportation of products, improving overall production efficiency.
In conclusion, metal conveyor belts are a vital component in various industries due to their strength, durability, and versatility. These belts provide numerous advantages such as high load-bearing capacity, resistance to wear, and ease of maintenance. Different variations are available to suit specific industry needs, ensuring optimal performance. By facilitating efficient transportation, metal conveyor belts contribute to enhanced productivity and safety in industrial processes.





CONTACT US
Are you still looking for a stable supplier? If you are still troubled by the communication of quality and details, please contact us—Anping Dongjie Wire Mesh.
Focusing on the wire mesh industry for more than 27 years, we have our own factory and professional team to escort your project!
0086-15930870079
NEED HELP?
Don’t hesitate to ask us something. Email us directly at admin@dongjie88.com or call us at 0086-15930870079.
GIVE US A CALL
As a high-quality Chinese manufacturer with more than 27 years of professional production experience, we will recommend the most suitable solution to you one-on-one according to your needs.
AVAILABLE AT 9AM TO 6PM
Post time: Oct-23-2023